battery inverter factory
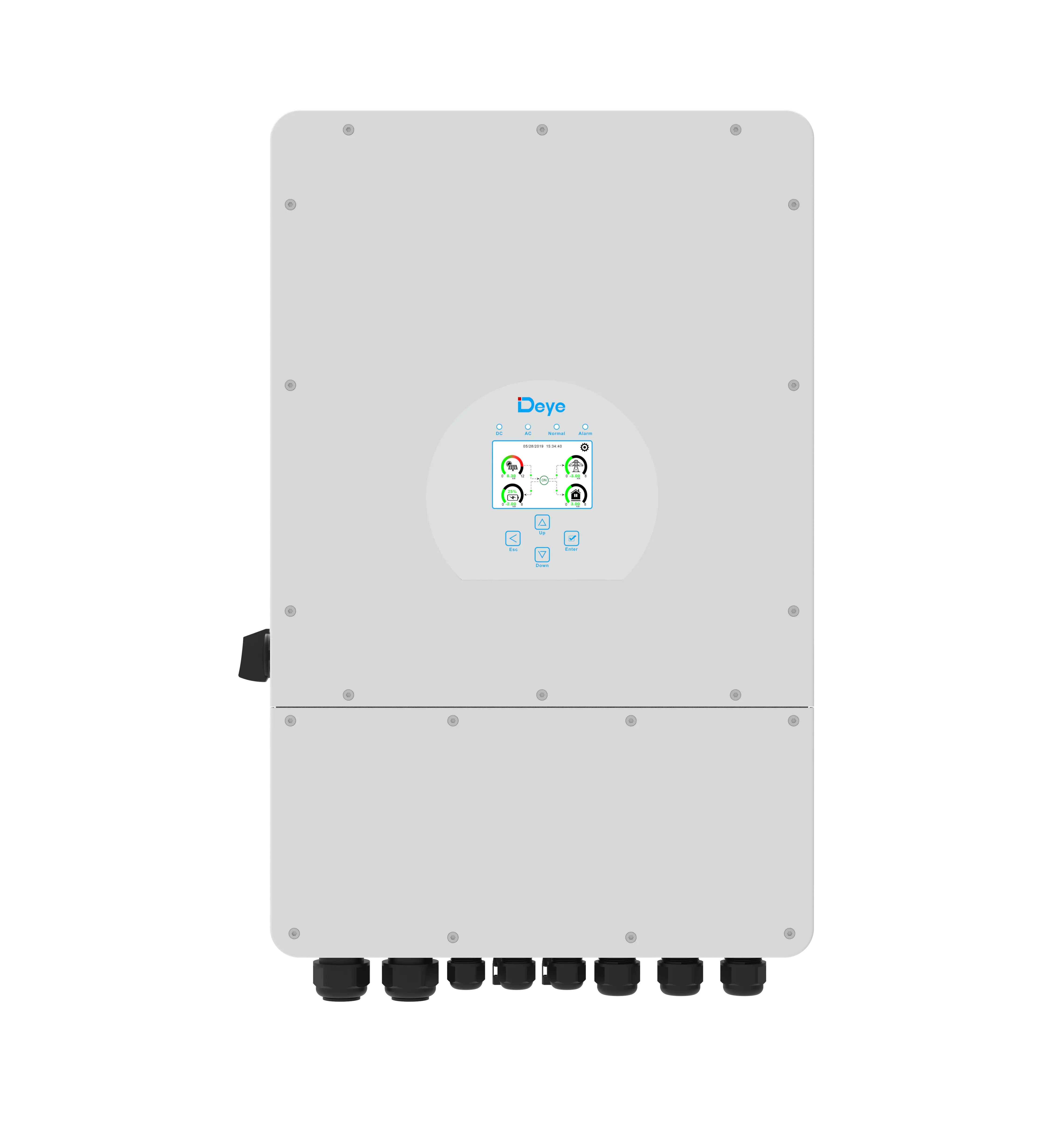
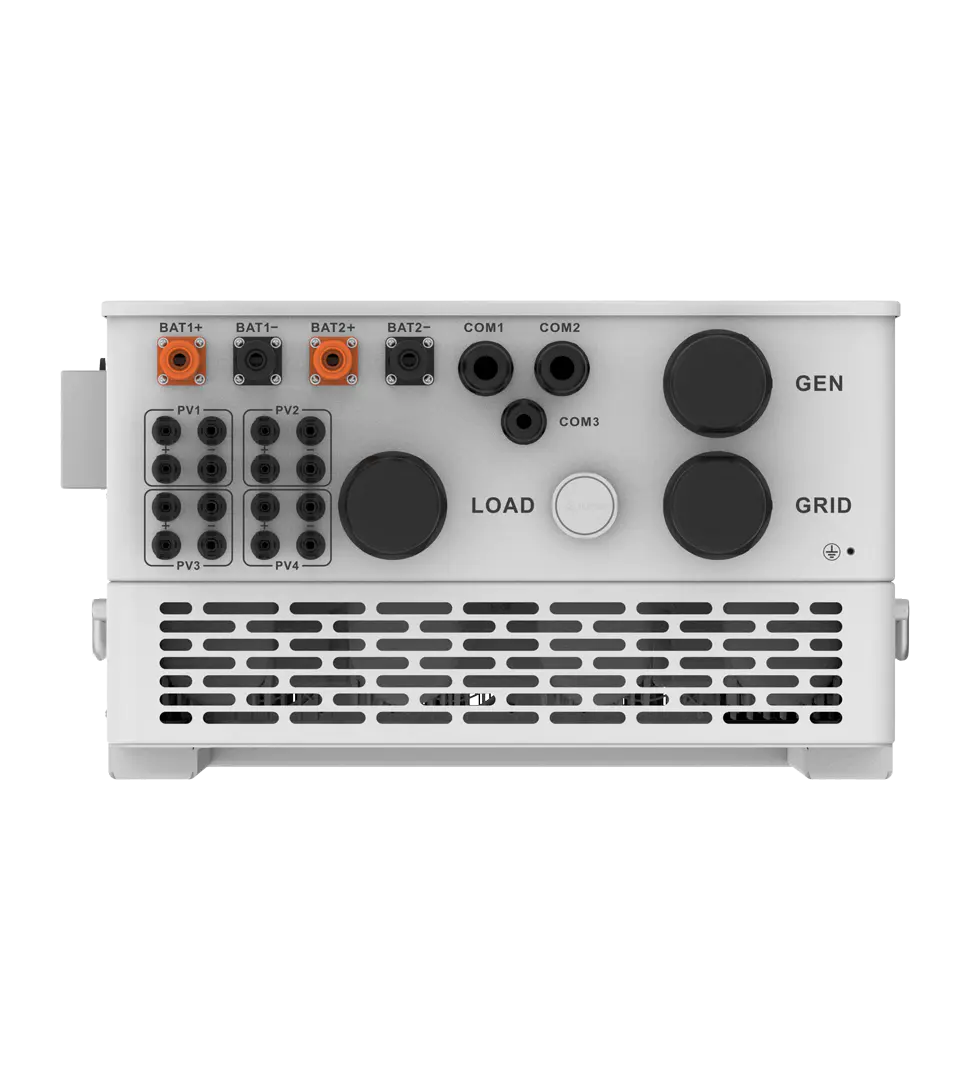
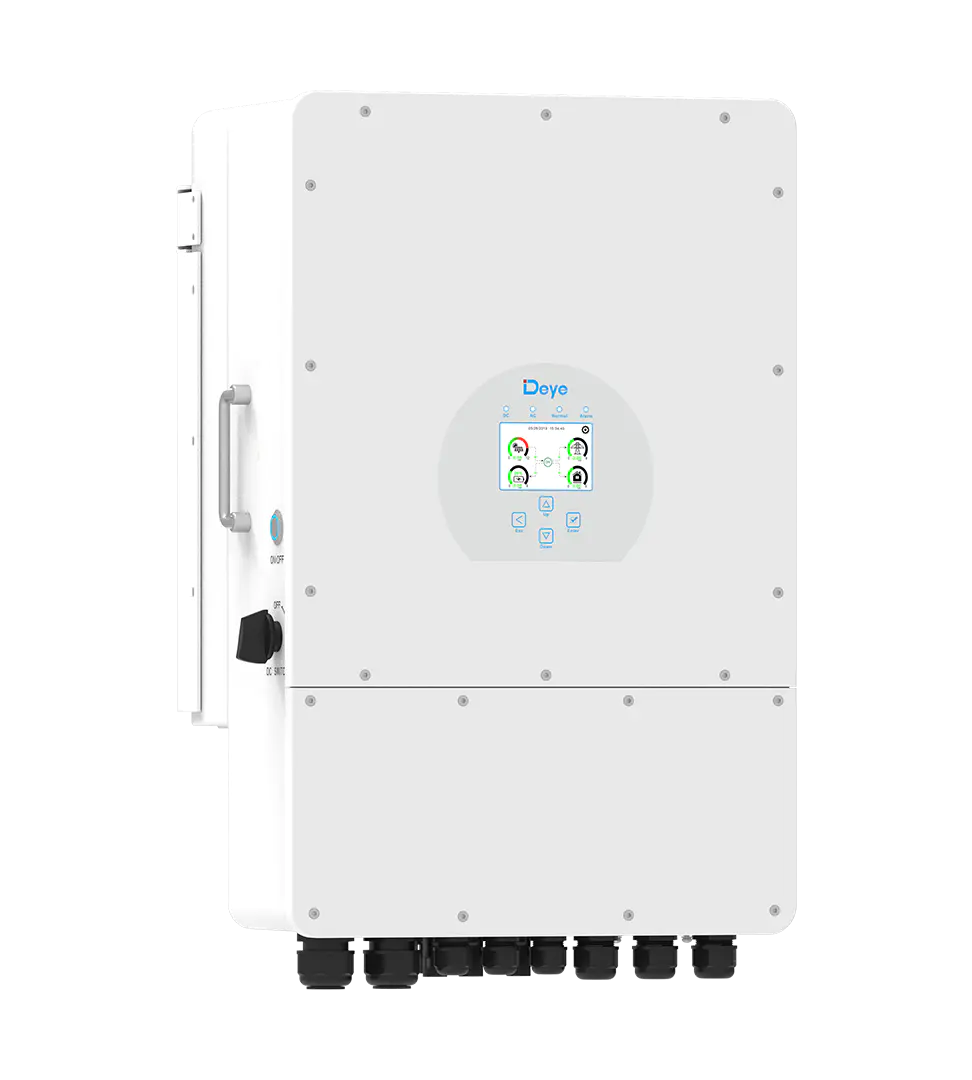
A battery inverter factory represents a specialized manufacturing facility dedicated to producing high-quality power conversion systems that transform direct current (DC) electricity stored in batteries into alternating current (AC) electricity suitable for household and commercial applications. These sophisticated manufacturing plants integrate cutting-edge production technologies, advanced quality control systems, and comprehensive testing protocols to ensure consistent output of reliable inverter products. The primary function of a battery inverter factory involves the systematic assembly of electronic components, including power semiconductors, transformers, control circuits, and protective systems, into cohesive units capable of efficient energy conversion. Modern battery inverter factory operations incorporate automated assembly lines, precision soldering equipment, and computer-controlled testing stations that verify performance parameters across various load conditions. The technological features within a battery inverter factory encompass multiple production stages, from component preparation and circuit board assembly to final product testing and quality assurance. Advanced battery inverter factory facilities utilize sophisticated manufacturing execution systems that monitor production metrics, track component traceability, and maintain strict adherence to international safety standards. These factories typically house specialized clean rooms for sensitive electronic assembly, automated optical inspection systems for defect detection, and comprehensive environmental testing chambers that simulate real-world operating conditions. The applications of products manufactured in a battery inverter factory span diverse sectors including residential solar installations, commercial energy storage systems, emergency backup power solutions, and industrial uninterruptible power supplies. Each battery inverter factory maintains rigorous certification processes ensuring compliance with global safety standards, electromagnetic compatibility requirements, and efficiency regulations that govern power conversion equipment across different international markets.