inverter manufacturer
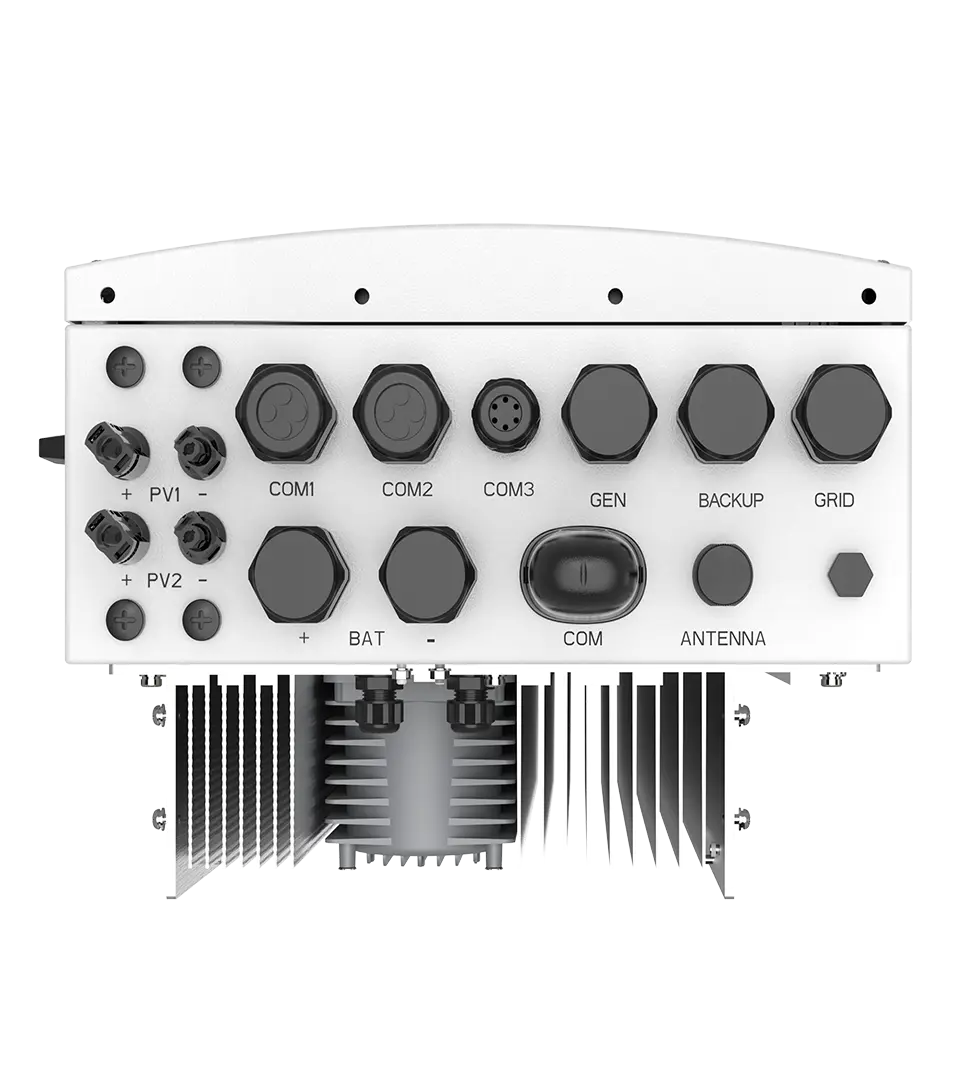
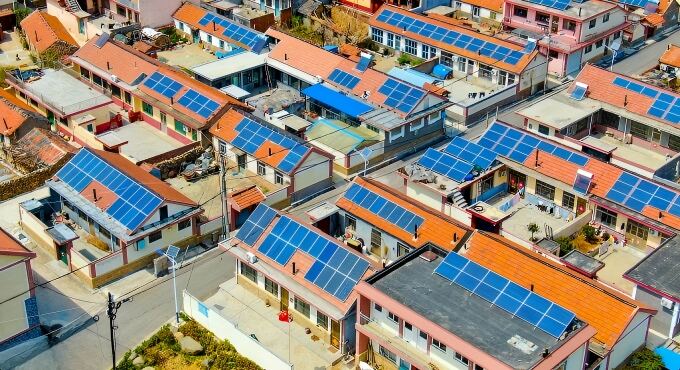
An inverter manufacturer serves as the cornerstone of modern electrical power conversion technology, specializing in the design, production, and distribution of sophisticated power electronic devices that transform direct current (DC) electricity into alternating current (AC) electricity. These essential devices have become indispensable across numerous industries, from renewable energy systems to industrial automation and residential applications. The primary function of any reputable inverter manufacturer involves creating reliable, efficient power conversion solutions that meet diverse voltage, frequency, and power requirements across global markets. Modern inverter manufacturer operations encompass comprehensive research and development initiatives, focusing on cutting-edge semiconductor technologies, advanced control algorithms, and intelligent power management systems. These manufacturers utilize state-of-the-art production facilities equipped with automated assembly lines, precision testing equipment, and quality control systems that ensure every product meets stringent international standards. The technological features integrated by leading inverter manufacturer companies include pulse-width modulation (PWM) control, maximum power point tracking (MPPT) algorithms, grid-tie synchronization capabilities, and advanced protection mechanisms against voltage fluctuations, overcurrent conditions, and temperature extremes. Applications for products from an established inverter manufacturer span across solar photovoltaic installations, wind energy systems, electric vehicle charging infrastructure, uninterruptible power supplies, motor drives for industrial equipment, and residential backup power solutions. The manufacturing process involves sophisticated circuit board assembly, component selection and testing, thermal management system integration, and comprehensive quality assurance protocols that guarantee product reliability and longevity. Each inverter manufacturer typically maintains extensive certifications including UL listings, CE marking, and ISO quality management standards, demonstrating their commitment to safety, performance, and environmental compliance across international markets.